


2021年度より、超ハイテン材のスプリングバック精度を向上すべく、新たな取り組みを行うこととなりました。
これまでの問題点
従来の材料値は引張試験で得られた値を用いていましたが超ハイテン材の流通に伴って業界全体でスプリングバックの予測外れが顕著になっていった背景があります。その打開策として材料値に引張試験データだけではなく圧縮試験データも折込む計算手法が開発されましたが、薄板材(自動車の鋼板材なので丸棒材ではなく薄板材である必要があります)の圧縮試験はJISでは定められておらず、研究機関を持たない一企業の弊社では敷居の高い課題となっていました。(計算手法内で引張試験値から圧縮値を理論値で導いて補正してくれるのですが実値とはやはりズレがあり、またこの値がスプリングバックへの寄与が大きいとされています)
改善方法
近年になりいくつかの工業試験場で薄板材の圧縮試験が可能となったのでようやく着手することが可能になりました。
① 試験片を抜ける金型を自社製作
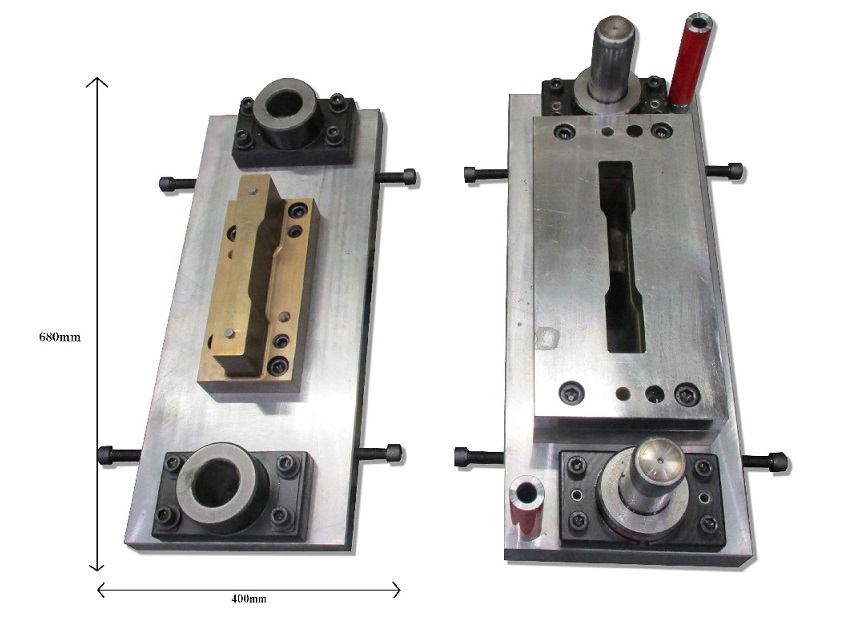
② その型を利用し試験片を打ち抜く

③ 地域の試験場へ持ち込み、引張/圧縮試験実施
島津製作所のAG-Xplusを使用
④ 試験結果をCAEシミュレーションに折込む
(⑤ シミュレーション予測結果と実際のプレス品とのバック比較を行い材料値の調整)
まず、実際にプレスで使われている材料で試験することで材料値精度の底上げが図られます。(薄板材なので厳密にいえば同じ材料でも板厚が変わると各材料値も変動します。同種材の板厚違いをどこまで保有して業務に落とし込むか、この辺の判断が難しいところです)
さらに、圧縮試験も実値を採ることでもう一段予測精度を上げる狙いとなります。
スプリングバック精度を上げるには他にも、金型の剛性(実際のプレス時にはひずむ⁼型が逃げる)、形状面の加工精度の良否をもっとシビアに詰めるなどシミュレーション以外の要素も考えられ、現実的に実型でどこまで対応できるのかシミュレーションでどこまで再現できるのか課題はたくさんあります。
本取り組み内容についての経過は、引き続きホームページNEWS欄へ掲載してまいります。